企业免费推广平台

苏州莱卡激光科技有限公司激光焊接机|激光微加工|激光熔覆|激光自动化配套解决方案
181****1905
其反面也能够对工件进行焊接。以上六点是机器人焊接工装夹具与普通焊接夹具的主要不同之处,设计机器人焊接工装夹具时要充分考虑这些区别,使设计出来的夹具,能满足使用要求。二、对机器人焊接工装夹具的设计要求⑴、机器人焊接工装夹具应动作迅速、操作方便,操作位置应处在工人容易接近、**易操作的部位。当夹具处于夹紧状态时,应能自锁。⑵、夹具应有足够的装配、焊接空间,所有的定位元件和夹紧机构应与焊道保持适当的距离。⑶、夹紧可靠,刚性适当。夹紧时不破坏焊接的定位位置和几何形状,上海加工机器人焊接多少钱,夹紧后既不使焊件松动滑移,又不使焊件的拘束度过大而生产较大的应力。⑷,上海加工机器人焊接多少钱、夹紧时不应破坏焊件的表面质量,夹紧薄件时,应限制夹紧力,或者采取压头行程限位、加大压头接触面积、加添铜,上海加工机器人焊接多少钱、铝衬套等措施。⑸、夹具的施力点应位于焊件的支承处或者布置在靠近支承的地方,要防止支承反力与夹紧力、支承反力与重力形成力偶。⑹、为了便于控制,在同一个夹具上,定位器和夹紧机构的结构形式不宜过多,并且尽量只选用一种动力源。⑺、工装夹具本身应具有较好的制造工艺性和较高的机械效率。三、焊接工装夹具设计方案的确定确定工装夹具方案时,夹具的合理性和经济性是主要考虑的因素。机器人焊接设备哪家好?上海加工机器人焊接多少钱
如果频繁出现这种情况就要检查一下机器人各轴的零位置,重新校零予以修正。二、在焊接过程中机器人系统遇到一些故障,常见的有以下几种:1.发生撞***。可能是由于工件组装发生偏差或焊***的TCP不准确,可检查装配情况或修正焊***TCP。2.出现电弧故障,不能引弧。可能是由于焊丝没有接触到工件或工艺参数太小,可手动送丝,调整焊***与焊缝的距离,或者适当调节工艺参数。3.保护气监控报警。冷却水或保护气供给存有故障,检查冷却水或保护气管路。三、焊接机器人应用经验1、焊丝的要求机器人根据需要可选用桶装或盘装焊丝。为了减少更换焊丝的频率,机器人应选用桶装焊丝,但由于采用桶装焊丝,送丝软管很长,阻力大,对焊丝的挺度等质量要求较高。当采用镀铜质量稍差的焊丝时,焊丝表面的镀铜因摩擦脱落会造成导管内容积减小,高速送丝时阻力加大,焊丝不能平滑送出,产生抖动,使电弧不稳,影响焊缝质量。严重时,出现卡死现象,使机器人停机,故要及时清理焊丝导管。2、工件质量作为示教一再现式机器人,要求工件的装配质量和精度必须有较好的一致性。应用焊接机器人应严格控制零件的制备质量,提高焊件装配精度。零件表面质量、坡口尺寸和装配精度将影响焊缝**效果。浙江机器人焊接哪家便宜全自动机器人焊接设备厂家。

焊接机器人对焊件的设计结构、焊接工艺、零部件质量、焊件的装配质量等各方面提出了新的、更严格的要求。相关工作人员的稳定性也影响着机器人应用的好坏,应当在长期的应用中不断积累经验,以很大程度发挥机器人效益。焊接机器人在电力机车车体牵引梁、枕梁制造中的应用,**提高了产品的焊接质量稳定性以及生产效率。机器人焊接采用的是富氩混合气体保护焊,焊接过程中出现的焊接缺陷一般有焊偏、咬边、气孔等几种,究其原因大致有:1.飞溅过多可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊***与工件的相对位置。2.出现气孔可能为气体保护差、工件的底漆太厚或者保护气不够干燥,进行相应的调整就可以处理。3.焊缝结尾处冷却后形成一弧坑,编程时在工作步中添加埋弧坑功能,可以将其填满。3.2机器人故障分析与处理4.出现咬边可能为焊接参数选择不当、焊***角度或焊***位置不对,可适当调整功率的大小来改变焊接参数,调整焊***的姿态以及焊***与工件的相对位置。5.出现焊偏可能为焊接的位置不正确或焊***寻找时出现问题。这时,要考虑TCP(焊***中心点位置)是否准确,并加以调整。
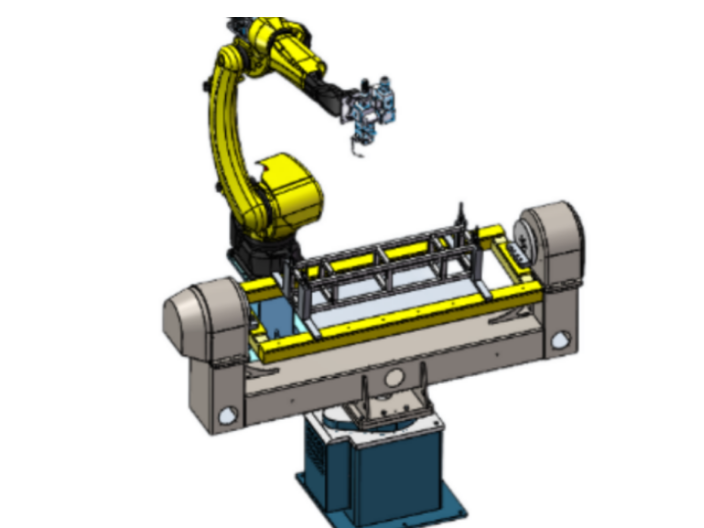
DB-JQR05机器人焊接工作站1.设备介绍:工业机器人焊接工作站(带两轴变位机)主要有焊接机器人、焊接系统、变位机、清枪剪丝装置、设备底座、安全防护系统、电气控制系统、工件夹具等等组成。可完成对系统的构成、调试、二次开发等进行教学和工程实施,同时也可对不同工件进行焊接教学和加工,同时可根据焊接对象的不同对夹具进行二次开发或改进。2.设备组成:序号名称型号/技术参数数量1工业机器人本体1、技术参数≥5kg:6轴:≥IP40:落地:优于或者等于::200-600V,50-60HZ机械装置环境温度运行中:5℃至45℃相对湿度:比较高95%安全性:双运行回路检测,急停和安全功能电路;1轴工作范围+170°/-170°,比较大旋转速度130°/s2轴工作范围+150°/-90°,比较大旋转速度140°/s3轴工作范围+80°/-100°,比较大旋转速度140°/s4轴工作范围+155°/-155°,比较大旋转速度320°/s5轴工作范围+135°/-90°,比较大旋转速度380°/s6轴工作范围+200°/-200°,比较大旋转速度460°/s2、机器人功能要求,使用机器人离线软件进行实时程序,IO,机器人3D动态动作监控。3D实时舒适摇杆手动操作系统。求推荐专业的全自动焊接机器人厂?

单轴变位机适合焊接夹具跨距为1600mm、2000mm、2500mm、3000mm、3500mm等。同理,副基座的高度不同,可组合成不同高度的变位机,以满足不同半径焊接夹具的需要。图12单轴变位机结构图双轴变位机双轴变位机有两种类型,每一类都是相对**的整体变位机。此变位机有两种负载,轻载双轴变位机的负载为300kg,型号MA2P-300D;重载双轴变位机的负载为500kg,型号MA2P-500D。双轴变位机的具体性能参数如表3所示,结构尺寸如图13所示。三轴垂直翻转变位机三轴垂直翻转变位机是由模块驱动单元、从动单元、旋转机架、首箱、尾箱、底座共同组成,适合焊接夹具半径为600mm和800mm,跨距为1600mm、2000mm、2500mm、3000mm、3500mm等,有重载和轻载两大类。三轴垂直翻转变位机的具体性能参数如表4所示。表3双轴变位机性能参数表4三轴垂直翻转变位机性能参数表5三轴水平回转变位机性能参数三轴水平回转变位机三轴水平回转变位机是由模块驱动单元、从动单元、梁、底座共同组成,适合焊接夹具半径为600mm和800mm,跨距为1600mm、2000mm、2500mm等。三轴水平回转变位机的具体性能参数如表5所示。机器人焊机的技术怎么样?河北购买机器人焊接费用
苏州莱卡机器人焊接。上海加工机器人焊接多少钱
不但为企业节约大量的人力物力,而且提高了工作效率,很大程度上缩短了焊接变位机的供货周期。驱动单元这是焊接变位机中基本的模块之一,主要由电机、减速机、夹具连接盘、焊接座等组成。安川首钢机器人有限公司的标准驱动单元有两种高度,驱动模块中DUL01高度550cm,DUL02高度750cm,以满足不同夹具回转半径的需要。驱动单元中亦有轻载与重载之分,轻载所选电机功率,重载所选电机功率。此驱动单元的基本参数如表1所示,结构尺寸如图10所示。表1驱动单元基本参数图10驱动单元结构尺寸图表2从动单元基本参数图11从动单元结构尺寸图从动单元此模块也是焊接变位机中基本的模块之一,主要是由夹具连接盘、焊接座等组成。安川首钢机器人有限公司的标准从动单元有两种高度,从动模块中SUL01高度550cm,SUL02高度750cm,以满足不同夹具回转半径的需要。从动单元中亦有轻载与重载之分,轻载为SUL,重载为SUH。此从动单元的基本参数如表2所示,结构尺寸如图11所示。单轴变位机单轴变位机是由模块驱动单元、从动单元、底座、副基座共同组成,如图12可以看出,底座有两种类型,从而组合成不同规格的单轴变位机:I型单轴变位机和U型单轴变位机。上海加工机器人焊接多少钱
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
苏州莱卡激光科技有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.