企业免费推广平台

苏州莱卡激光科技有限公司激光焊接机|激光微加工|激光熔覆|激光自动化配套解决方案
181****1905
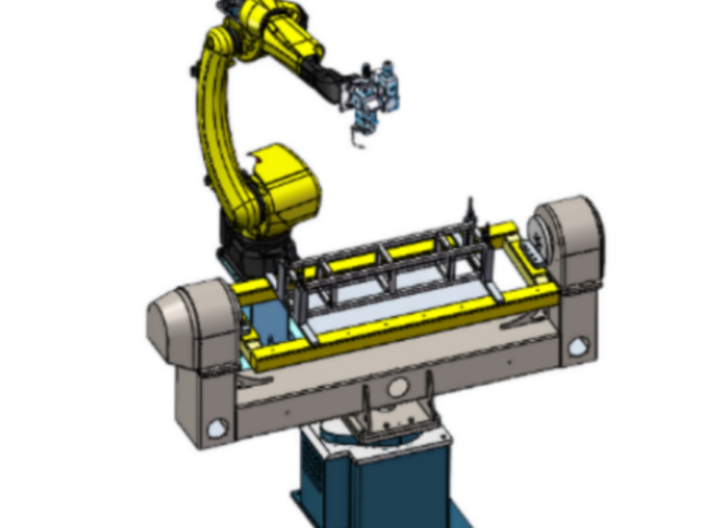
焊接夹具可实现翻转的同时,亦可实现±180°水平回转,这使得机器人与夹具的相互协调能力**增强,机器人焊接姿态和焊缝质量有很大提高。这类变位机的承载能力比上述双轴标准变位机大,***轴的翻转角度亦大,适合较大工件的焊接。L型双轴变位机是双轴变位机的升级设备。图6C型双轴变位机C型双轴变位机其结构形式见图6。此变位机与L型双轴变位机原理相近,但是第二轴的上端与夹具固定,采用回转支撑与电机驱动端同步。C型双轴变位机的***轴减速比大,就结构来说,其承载能力要比L型双轴变位机的承载能力大很多,一般焊接重型夹具选用。三轴垂直翻转变位机图7三轴垂直翻转变位机其结构形式见图7。此变位机***轴的翻转实现夹具A/B侧的换位,第二轴/第三轴的自身翻转实现夹具自动翻转。此变位机实现了与机器人的同步协调动作,驱动均采用伺服电机,两套同样的夹具一起工作,A侧机器人焊接的同时,上海机器人焊接均价,B侧是人工装件。此变位机对于整个工作站来说,工作效率**提高。选用三轴垂直翻转变位机的机器人焊接工作站较大,工作站的安全房较高,一般用于车桥等大型工件的焊接。跨距较小的夹具可用单机实现焊接,对于跨距较大的夹具,上海机器人焊接均价,一个机器人无法完全满足焊接时,上海机器人焊接均价,可选用双机同时焊接。机器人焊接生产厂家。上海机器人焊接均价

如果频繁出现这种情况就要检查一下机器人各轴的零位置,重新校零予以修正。二、在焊接过程中机器人系统遇到一些故障,常见的有以下几种:1.发生撞***。可能是由于工件组装发生偏差或焊***的TCP不准确,可检查装配情况或修正焊***TCP。2.出现电弧故障,不能引弧。可能是由于焊丝没有接触到工件或工艺参数太小,可手动送丝,调整焊***与焊缝的距离,或者适当调节工艺参数。3.保护气监控报警。冷却水或保护气供给存有故障,检查冷却水或保护气管路。三、焊接机器人应用经验1、焊丝的要求机器人根据需要可选用桶装或盘装焊丝。为了减少更换焊丝的频率,机器人应选用桶装焊丝,但由于采用桶装焊丝,送丝软管很长,阻力大,对焊丝的挺度等质量要求较高。当采用镀铜质量稍差的焊丝时,焊丝表面的镀铜因摩擦脱落会造成导管内容积减小,高速送丝时阻力加大,焊丝不能平滑送出,产生抖动,使电弧不稳,影响焊缝质量。严重时,出现卡死现象,使机器人停机,故要及时清理焊丝导管。2、工件质量作为示教一再现式机器人,要求工件的装配质量和精度必须有较好的一致性。应用焊接机器人应严格控制零件的制备质量,提高焊件装配精度。零件表面质量、坡口尺寸和装配精度将影响焊缝**效果。山东机器人焊接原理机器人焊接设备的参数?
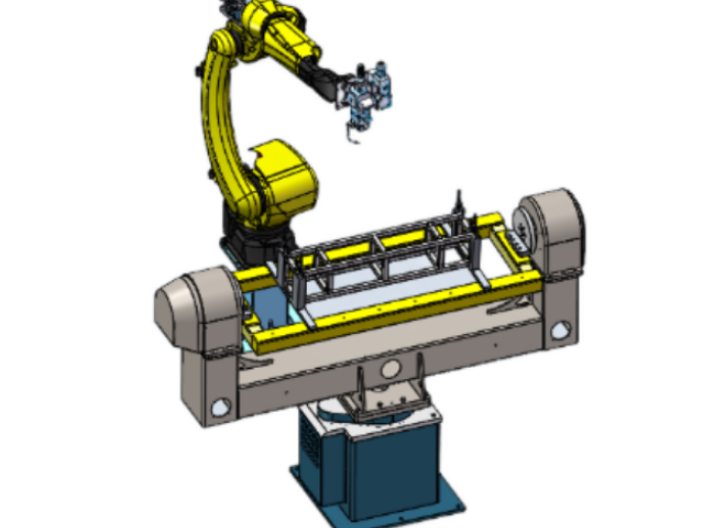
图1Motoman-Up6弧焊机器人1机器人三维建模及结构描述机器人三维建模在对机器人实体三维建模时,可以简化机器人模型中对运动仿真不影响的细节部分,只要保证机器人模型的外部轮廓以及关节位置和机器人实体一致,其运动学仿真结果与实际运动学结果就是等价的。通过以上思想,这里对机器人模型进行合理的简化,减少模型的零件数,利用三维建模软件Solidworks建立整个机器人各构件的实体模型,包括基座、转台、大臂、拐杆、小臂、末端和焊枪。然后,通过各构件之间转动关节的约束定义,得到UP6型弧焊机器人装配体模型如图2所示,弧焊机器人结构尺寸如图3所示。图2UP6弧焊机器人装配体模型图3UP6弧焊机器人结构尺寸机器人结构描述在机器人运动学中,机械臂可以看成是由一系列连杆通过关节连接而成的一个运动链,需要通过定义某些参数来具体描述这个运动链。采用修正后的Denait-Hartenberg(D-H)理论[2],本文将轴S、轴L、轴U、轴R、轴B和T轴(如图1中所示)分别标记为轴1-轴6,并且将基座、转台、大臂、拐杆、小臂、腕部和焊枪(如图2中所示)分别标记为连杆0-连杆6。用连杆长度ai?1(关节轴i-1和关节轴i之间公垂线的长度,由关节轴i-1指向关节轴i)和连杆转角。
以满足工件的焊缝要求。三轴水平回转变位机图8三轴水平回转变位机其结构形式见图8。此变位机是三轴变位机的不同类型的设备,工作原理与三轴垂直翻转变位机基本相同,但是,***轴要通过回转实现夹具A/B侧的换位,第二轴/第三轴依然是通过自身翻转实现夹具自动翻转。此变位机实现了与机器人的同步协调,驱动均采用伺服电机,两套同样的夹具一起工作,A侧机器人焊接的同时,B侧是人工装件。三轴水平回转变位机工作站的安全房比三轴垂直翻转变位机稍低。此类变位机整台设备半径较大,一般采用单机焊接。五轴变位机其结构形式见图9。此变位机分A/B工位,两侧的工作原理相同,可实现夹具的回转和翻转。***轴的翻转实现夹具自身回转,第二轴实现夹具自动翻转,第三轴实现变位机A/B工位的位置变换;通过各个轴的协调,达到更佳的工件焊接效果。五轴驱动均采用伺服电机,两套同样的夹具一起工作,A侧机器人焊接的同时,B侧是人工装件。此变位机对于整个工作站来说,工作效率**提高。图9五轴变位机2变位机的主要技术性能变位机是**焊接辅助设备,主要任务是将负载(焊接工夹具+焊件)按预编的程序进行回转和翻转,使工件接缝的位置始终处于**佳焊接状态。全自动机器人焊接的工艺流程。
1、机器人焊接可以提高生产效率焊接机器人响应时间短,动作迅速,焊接速度在60-3000px/分钟,这个速度远远高于手工焊接,机器人在运转过程中不停顿也不休息,但是工人上班时是不可能做到不停顿不休息,同时工人的工作效率也受到心情等因素影响,工人会请假、发呆、聊天、抽烟、上厕所,加班要给加班工资,而机器人就没有上述问题,只要保证外部水电气等条件,就可以持续工作,这就无形中提高了企业的生产效率。2、机器人焊接可以提高产品质量焊接机器人在焊接过程中,只要给出焊接参数,和运动轨迹,机器人就会精确重复此动作,焊接参数如焊接电流、电压、焊接速度及焊接焊丝长度等对焊接结果起决定作用。采用机器人焊接时对于每条焊缝的焊接参数都是恒定的,焊缝质量受人的因素影响较小,降低了对工人操作技术的要求,因此焊接质量是稳定的,从而保证了我们产品的质量。而人工焊接时,焊接速度、焊丝伸长等都是变化的,因此很难做到质量的均一性。3、机器人焊接可以降低企业成本焊接机器人降低企业成本主要体现在规模化生产中,一台机器人可以替代2到4名产业工人,根据企业具体情况,有所不同。机器人没有疲劳,***可24小时连续生产,另外随着高速高效焊接技术的应用。机器人焊接对应的公司。浙江直销机器人焊接多少钱
苏州机器人焊接设备的维修价格。上海机器人焊接均价
焊丝的黑龙江机器人焊接系统生产厂家品种随所焊金属种类的增加而增加。目前已有碳素结构钢、合金结构钢、高合金钢和各种有色金属焊丝以及堆焊用的特殊合金焊丝。焊丝直径的选择依用途而定。半自动埋弧焊用的焊丝较细,一般直径为1.6、2、2.4mm,以便能顺利地通过软管,并且使焊工在操作中不会因焊丝的刚度而感到困难。对操作人员和检查人员应进行专门的安全技术培训。带***架的焊接变位机是在焊接变位机的基础上加装焊***调节支架,固定焊炬位置。焊接滚轮架的支架的样式在一定程度上就会直接影响其滚轮的安装,在进行计算的过程中要计算脚轮的安装高度,焊接操作机通常与液压机或锻锤一起用于完成主要运动,例如进给、旋转、调整头部等。它还可以有效改善劳动条件,提高设备的生产率。它还可用于根据需要安装、出炉、与遥控器和主机协同工作的功能。我们在选择购买企业的时候,选择质量过硬的公司.具有很好的口碑,而且服务非常周到,在是使用的时候,它会给您一些宝贵的意见.遇到问题的时候,它会教您如何解决.这样我们购买的产品才会得到有有利的保障.不然出现了质量问题我们会遇到投诉没有门道的现象。在选择焊接滚轮架的时候,我们一定要擦亮眼睛。上海机器人焊接均价
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
苏州莱卡激光科技有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

